東莞市最黄少妇裸体在线视频智能(néng)裝備(bèi)有限公司
專注於高精度齒輪加工機(jī)床研發製造的(de)國高新技術型企(qǐ)業
0769-87191000


機床說明:
N40型數控滾齒機是一款6軸和8軸的(de)數控型滾齒機,配備了Higerman數控係(xì)統,可以通過展成(chéng)或分度方式加工齒軸、小齒輪(直齒、斜齒、鼓(gǔ)形齒、錐齒等)。軸向進(jìn)給Z軸由Z和Z1軸組成,可以單獨或同時移動,使產品裝卸(xiè)更容易,同時為實現自動化奠定了基礎。工(gōng)件工作台與(yǔ)尾座工作台采用2個軸(C和C1)同步旋(xuán)轉,使雙頂尖加工時工件更牢(láo)固。機床結構緊湊,多種自動化應(yīng)用方案,特別適合小微型齒輪批量加工。
機床特點:
■ 全數控 采用 Higerman或 SYNTEC 數控係(xì)統,機床各運動軸進行CNC控製及 B、C、X、Z 為聯動軸,由電子齒輪箱(程(chéng)序)完(wán)成切齒時的分齒運動、進給補償運動、差動進給補償運(yùn)動,增加了機床的功能(néng)(如滾削小錐度及鼓形(xíng)齒輪(lún)等變得極為簡單);縮(suō)短了傳動鏈,同時(shí)采用半閉環(huán)或全閉環控製後通過數控補償可以提高各軸的(de)定(dìng)位精度(dù)和重複定位精度,從(cóng)而(ér)提高了機床的(de)加工精度及 Cp 值,增加了機床的可靠性;換品種時由於省去了計算及換分齒掛輪及差(chà)動掛輪、進給及主軸換檔的時間,從而減少(shǎo)了輔助(zhù)加工時間,增(zēng)加了機床(chuáng)的柔性。機床結構緊湊,工件工作台與尾座工作台采用2個軸(C和(hé)C1)同步旋轉,使雙頂尖加工時工件更牢固,軸向進給Z軸由Z和Z1軸組成,可以單獨或同時移動,使產品裝卸更容易,同時為實現(xiàn)自動化奠定了(le)基礎。

■ 高效率(lǜ) 機床擁有高轉速的刀具主(zhǔ)軸和高轉速的工作台,同時保證較(jiào)高的回轉精度(徑向跳動精度≤0.002mm,軸向竄動精度≤0.002mm);大大提(tí)高切削效率;適合采用多頭滾刀強力大走刀量高速切削,加(jiā)工效率高; 采用內置式油壓夾頭鎖緊(jǐn)裝置以及法蘭(lán)式工裝安裝方式。
不同(tóng)模數、不同齒數、不同螺旋角及(jí)不同螺旋方向(xiàng)的雙聯及多聯齒輪可在一次安裝下完成齒部(bù)的(de)滾切,還(hái)能單分(fèn)度銑槽;

■ 高精度 采用了大量的進口名(míng)牌配套(tào)件來提高機床的速度、精度、可靠性,高精度具有預加負荷的高剛(gāng)性直線導軌、滾珠絲杆、滾動軸承、精(jīng)密主軸、伺服電機及數控技術,使機床在高速加工的條件下精度得到保證並有所提高;
■ 高剛性(xìng) 機床機身采用耐磨性和(hé)消(xiāo)震性優的(de)HT300灰口鑄鐵,經兩次去應力退火,保證尺寸穩定性,防止變形開裂。機床采用進口HIWIN具有用預載的、無隙滾珠絲(sī)杆驅(qū)動的進給係統以及采用進(jìn)口滾柱式加阻尼和預負荷的直線滾動導軌,毋需維護且保持久的高精度,工作台分度采用具有消除間隙(xì)蝸輪蝸杆副及阻尼機構;
■ 功能複合 工件一次裝夾(jiá)中可(kě)以完(wán)成多道工序加(jiā)工,從而提高工件的加工效率甚至精度,如:自動(dòng)上(shàng)料、滾齒、二次滾(gǔn)齒、多工藝滾齒、去毛刺、自動下料;
■ 自(zì)動化程度高 具有(yǒu)自動上、下(xià)料(liào)自動夾緊裝置,24 小(xiǎo)時連續不斷的工作能力;
■ 環境友好 安裝油霧分離器,使排出的(de)隻是不含油的霧;
■ 智能化與信息化 數(shù)字化控(kòng)製技術、傳感器技術、信息技術和網絡控製技術結合在一起使數控齒輪加工機床的(de)智能化水平更高(gāo)。實現誤(wù)差補償、防撞功能(néng)、過載保(bǎo)護、對齒齧合、加工餘量分配、刀(dāo)具磨損(sǔn)、零編程界麵、多功能加工軟件、機器人在機床間搬運工件時的自動識別、遠程控製、遠程診(zhěn)斷等功能;
■ 高的柔性 實現批量生產的準備時間短;
產品設計、製(zhì)造及驗(yàn)收標準:
符合GB/T9061-2006 金屬切削設備通(tōng)用技術條件
符合GB15760-2004 金屬切削設備安全防護通用技術條件(jiàn)
符合GB/T10095-2008 6級 圓柱齒輪精(jīng)度(dù)標準
符合GB/TT2363-1990 6級 小模(mó)數漸開線圓柱齒輪基本齒廓和精度標準
符合機床在(zài)設製造及度量方麵ISO國際標準
符合噪音級別ISO 1683:2015-09
機床靜態精度
* 主軸(zhóu)徑向跳動≤0.002mm;主軸端麵跳(tiào)動≤0.002mm ;
* C、C1主軸同心度≤0.003mm
* 絲杠導程誤差≤0.008mm(全(quán)行程(chéng)),直線滾動導軌精度≤0.003mm
* Z,Z1、X軸的重複定位精(jīng)度為±0.002mm
*加工(gōng)齒輪(lún)精度等(děng)級:GB/T10095-2008 6級和GB/TT2363-1990 6級
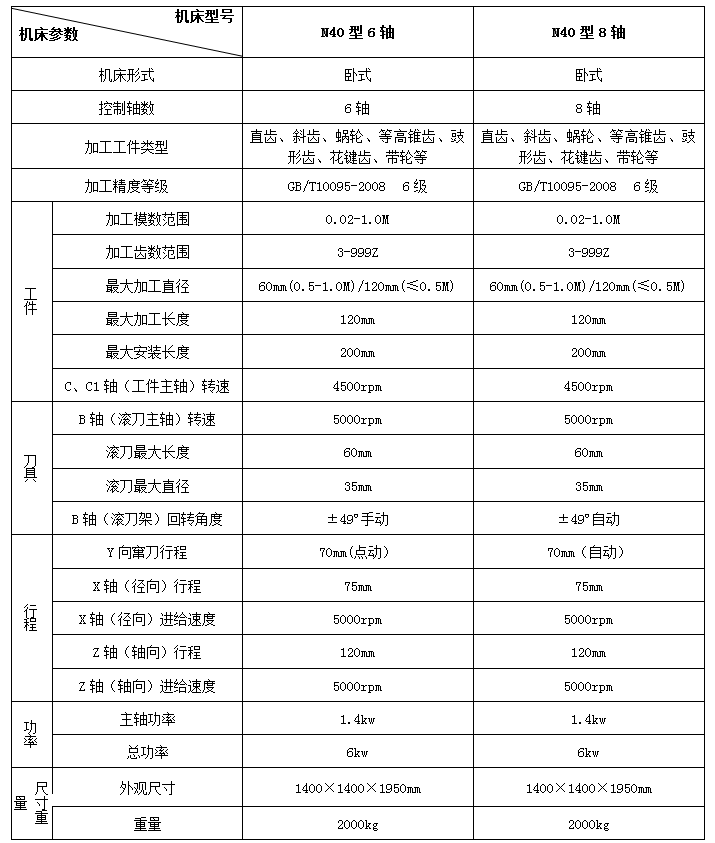
機(jī)床參數:
機床外觀(guān):


掃描進(jìn)入手機網

微信公眾號